在工业管道、油气输送、结构工程等领域,钢管是不可或缺的重要材料。其中,直缝双埋弧焊钢管、Q345B大口径直缝钢管和螺旋钢管是三种应用广泛且技术特点鲜明的管材。本文将分别阐述其定义、工艺特点、性能优势及典型应用,以帮助读者更好地理解和选择。
一、 直缝双埋弧焊钢管
直缝双埋弧焊钢管(Longitudinal Double Submerged Arc Welded Pipe)是指采用埋弧焊工艺,沿钢板长度方向进行两次焊接(内焊和外焊)成型的长直焊缝钢管。
- 工艺特点:其核心在于“双面埋弧焊”。钢板经成型后,先进行内壁焊接,再进行外壁焊接。埋弧焊在焊剂层下进行,电弧不外露,具有熔深大、焊接质量高、焊缝成型美观、生产效率高等优点。双面焊接确保了焊缝的完全熔透和优异的力学性能。
- 性能优势:焊缝质量稳定可靠,承压能力强,尺寸精度高(尤其是椭圆度),内壁光滑,流体阻力小。其强度、韧性和抗疲劳性能均表现优异。
- 典型应用:广泛应用于高压油气输送管线、城市供热管网、高压水管、大型结构立柱(如风电塔筒)、化工设备及桩管等对承压和可靠性要求高的领域。
二、 Q345B大口径直缝钢管
这是一种特指材质和规格的直缝钢管。其中,“Q345B”是中国国家标准(GB/T 1591)中的低合金高强度结构钢牌号,表示屈服强度不低于345MPa,质量等级为B级(需做常温冲击试验)。“大口径”通常指外径在Φ406mm(16英寸)以上的钢管。
- 材质特性:Q345B钢综合力学性能良好,具有较高的屈服强度和抗拉强度,良好的塑性和低温冲击韧性,且焊接性能优良,是工程结构中最常用的钢材之一。
- 制造工艺:大口径直缝钢管通常采用JCOE(渐进式折弯成型)或UOE(U型成型后O型扩径)等先进工艺冷成型,再配合前述的双面埋弧焊进行焊接。这种组合能生产出壁厚均匀、圆度好、尺寸精准的大口径管材。
- 突出优势:结合了Q345B材料的强韧性和大口径直缝管的几何优势,承载能力巨大,适用于大流量、高压力工况。
- 典型应用:长距离高压石油天然气主干线、跨江跨海管道、大型水利工程引排水管道、电站压力管道、港口码头疏浚管道以及大型建筑场馆的主体结构(如网架、桁架)等。
三、 螺旋钢管
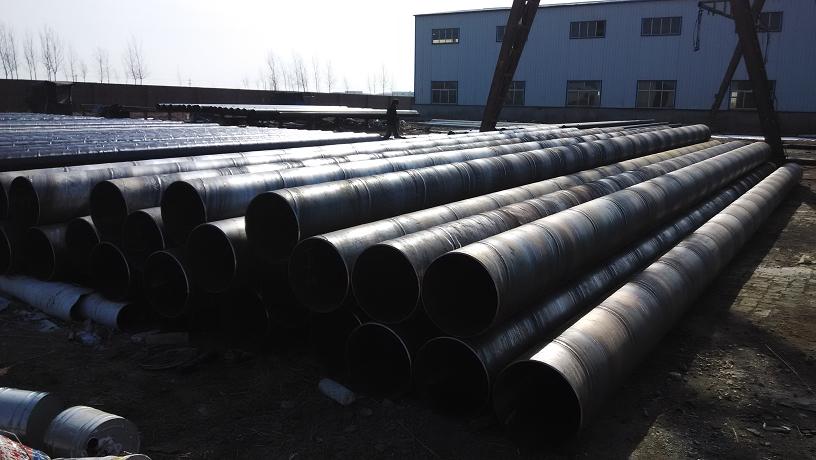
螺旋钢管(Spiral Welded Pipe)是以热轧卷板为原料,经常温螺旋卷曲成型,随后采用埋弧焊或其它焊接方法沿螺旋线连续焊接而成的钢管。
- 工艺特点:其最大特点是“螺旋缝”。使用同一宽度的带钢,通过调整成型角度,可以生产出不同直径的钢管,灵活性高。生产过程中,钢管的定尺长度不受限制。
- 性能优势:
- 材料利用率高:可用较窄的板卷生产大口径管。
- 韧性较好:由于焊缝呈螺旋分布,缺陷方向与主应力方向有一定夹角,一定程度上降低了焊缝处应力集中的敏感性。
- 尺寸灵活:直径范围广,尤其在大口径领域有成本优势。
- 相对局限:焊缝长度远长于直缝管,几何尺寸精度(如椭圆度、平直度)通常略低于同等级直缝管。内壁存在连续的螺旋焊缝筋(内焊道余高)。
- 典型应用:低压流体输送(如水管、煤气管)、结构支撑、管桩、基础打桩、市政排水、以及一些对尺寸精度要求不极端苛刻的大口径低压或中压输送管线。
综合对比与选型建议:
- 从焊缝形态看:直缝管的焊缝为直线,螺旋管的焊缝为螺旋线。
- 从承压能力看:在高压、高要求场合,直缝双埋弧焊钢管(尤其是大口径UOE/JCOE工艺产品)因其卓越的焊缝质量和尺寸精度,通常是首选。Q345B大口径直缝管是其中的高性能代表。
- 从经济性与灵活性看:对于大口径、中低压力的输送或结构用途,螺旋钢管往往具有更佳的经济性,且生产规格调整灵活。
- 选型关键:实际选择需综合考虑设计压力、介质特性、使用环境(如低温、腐蚀)、施工要求、成本预算以及遵循的相关行业标准(如API, GB, ISO等)。
直缝双埋弧焊钢管、Q345B大口径直缝钢管和螺旋钢管各有千秋,共同构成了现代工业的“血管”与“筋骨”。理解它们的差异与特性,是进行科学、经济、安全选材的基础。