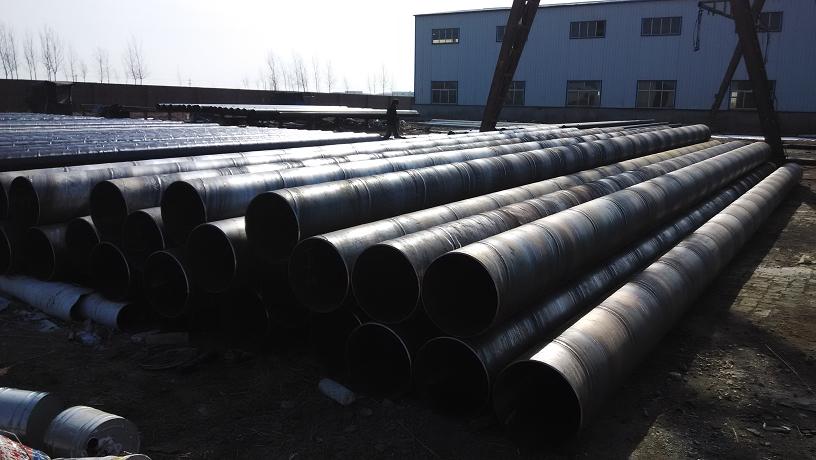
螺旋钢管作为一种重要的工业管道,广泛应用于市政、石油、天然气、供水、排水等多个领域。其中,DN2900(公称直径2900毫米)属于大口径螺旋钢管,其生产流程技术要求高,工艺复杂。马鞍山作为中国重要的钢铁工业基地之一,其螺旋钢管生产线成熟可靠。以下是DN2900螺旋钢管在马鞍山典型生产企业的详细生产流程。
一、原材料准备与检验
- 钢卷选择:生产DN2900螺旋钢管,首先需要选择宽度和厚度符合设计要求的优质热轧钢卷。钢卷的材质通常为Q235B、Q345B、L245、L290等,具体根据钢管的使用环境(如压力、腐蚀性)而定。
- 原材料检验:对钢卷的化学成分、力学性能(如屈服强度、抗拉强度)、几何尺寸(宽度、厚度、镰刀弯等)进行严格检验,确保符合生产标准和订单要求。
二、开卷与矫平
检验合格的钢卷被吊装至上料台,通过开卷机展开,并进入矫平机。矫平工序至关重要,它能消除钢卷在轧制和卷取过程中产生的内应力及板形缺陷(如浪形、弯曲),确保带钢平整,为后续的稳定成型打下基础。
三、铣边与递送
经过矫平后的带钢两侧边缘,会通过铣边机进行精密加工。铣边的作用是去除边缘的氧化层和毛刺,加工出规整的坡口形状(通常为X型或V型),以保证后续焊接时能够实现良好的熔合。带钢通过递送机被平稳、连续地送入成型机。
四、螺旋成型
这是螺旋钢管生产的核心工序。递送过来的平整带钢,在由三辊或四辊组成的成型器作用下,按照预先设定的成型角(由钢管直径和带钢宽度计算得出)进行连续弯曲,逐渐卷曲成螺旋状的管筒。成型过程需要精确控制成型角度、递送速度和成型压力,确保管筒的圆度、直径和螺距稳定。
五、内、外焊接
成型后的管筒接缝处立即进入焊接工序。
- 内焊:首先进行内焊。采用多丝埋弧焊机从钢管内部沿螺旋缝进行焊接。内焊通常使用2-3根焊丝,一次完成多层焊接,效率高,熔深大。
- 外焊:内焊完成后,管体继续前进,在外部对应位置进行外焊。同样采用多丝埋弧焊技术,有时还会增加焊丝数量以提高焊接质量和速度。内外焊的配合确保了焊缝的完全熔透和高的机械强度。焊接参数(电流、电压、速度)需要根据材质和厚度进行精确匹配。
六、切断与卸管
焊接成型的连续螺旋钢管达到预定长度(通常为12米)后,由飞锯或等离子切割机进行在线切断。切断后的单根钢管由卸管装置从生产线移出,放置在指定区域。
七、焊缝检验与修补
- 外观检验:检查焊缝表面是否存在气孔、夹渣、咬边、余高超标等缺陷。
- 无损检测:这是质量控制的关键环节。对DN2900这样的重要管道,通常100%进行以下检测:
- X射线或γ射线实时成像检测:检查焊缝内部是否存在未熔合、气孔、裂纹等缺陷。
- 超声波自动检测:更精确地探测焊缝内部和母材的分层、夹杂等缺陷。
- 修补:对检验出的可修复缺陷,由持证焊工使用手工电弧焊或气保焊进行修补,修补后需再次进行无损检测,直至合格。
八、端面加工与几何尺寸检测
使用管端倒棱机或坡口机对钢管两端进行加工,确保端面垂直度、坡口角度和钝边尺寸符合对接焊接要求。使用专用量具检测钢管的直径、椭圆度、长度、弯曲度等几何尺寸。
九、水压试验
每根DN2900螺旋钢管都必须进行水压试验。将钢管充满水,加压至标准规定的试验压力(通常为设计压力的1.5倍),并保压一段时间。此试验旨在检验钢管在压力下的强度和焊缝的致密性,确保其承压安全。试验合格后排水、干燥。
十、外防腐与内防腐(按需)
根据客户要求和使用环境,进行防腐处理。
- 外防腐:常见的有三层PE(聚乙烯)防腐、环氧煤沥青防腐、环氧粉末防腐等。经过表面除锈(通常为抛丸除锈达到Sa2.5级)、加热、涂敷、冷却等工序完成。
- 内防腐:对于输送腐蚀性介质的管道,内壁会进行水泥砂浆衬里、环氧涂料、聚氨酯涂料等防腐处理。
十一、最终检验、标记与入库
完成所有工序后,进行最终的综合检验,核对产品规格、材质、防腐等级等信息。合格的产品在管体上喷印清晰的永久性标记,内容包括:生产厂家、标准号、材质、规格(如DN2900×壁厚)、生产批号、承压等级等。使用专用吊具(如宽幅吊带)将成品钢管吊运至堆场,按规格分类码放,准备发运。
马鞍山生产的DN2900螺旋钢管,通过以上严谨、自动化程度高的生产流程,结合严格的质量控制体系(如ISO、API标准),确保了产品在尺寸精度、力学性能、焊接质量和防腐寿命等方面均能达到高标准,能够满足各类重大工程项目的需求。整个流程体现了现代钢铁制造业的精密化与系统化特点。